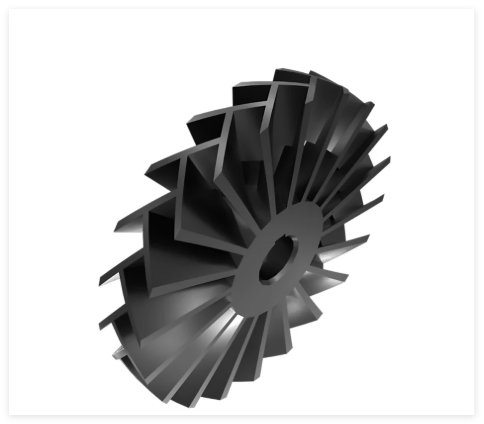
In the injection molding of fan blades, cooling design is a critical factor affecting product quality, dimensional stability, and production efficiency. Fan blades typically feature a thick central hub and thin blades, creating significant wall thickness variation. This often leads to uneven cooling, high internal stress, warpage, and compromised dynamic balance performance.
The core solution is zone-specific cooling, especially using conformal cooling combined with custom inserts. Below is a systematic guide covering design strategy, layout principles, simulation validation, and process control.
1. Zone-Specific Cooling Design: Targeted Temperature Control
Cooling must be designed differently based on the geometric characteristics of each fan blade zone.
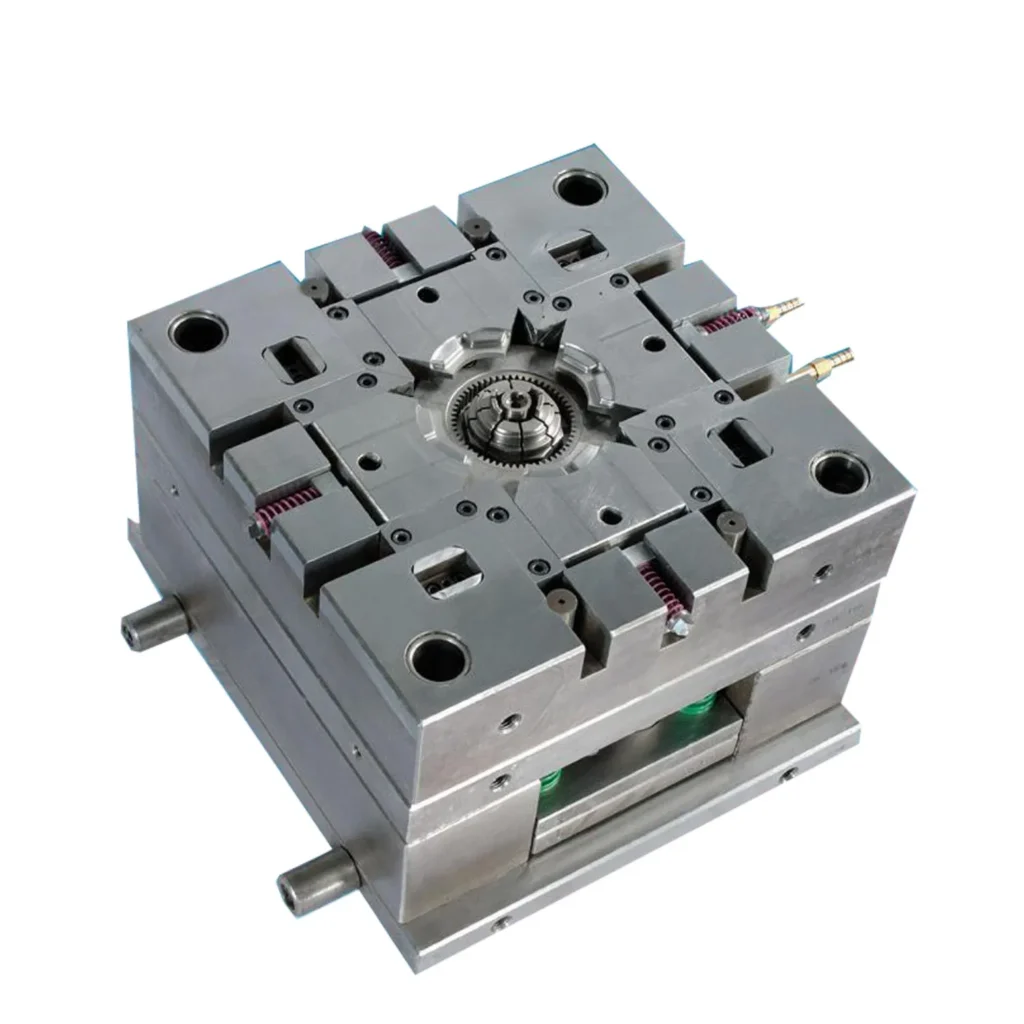
1.1 Central Hub (Thick Wall Area)
- Challenge: Large volume, high heat concentration, slow cooling → sink marks, voids, longer cycle time.
- Solutions:
- Use baffle (jet) cooling or spiral water channels.
- Apply high thermal conductivity materials (e.g., beryllium copper, copper alloy) for inserts.
- Goal: Match cooling rate between hub and blade areas.
1.2 Blade Area (Thin Wall from Hub to Tip)
- Challenge: Blade tip cools quickly; blade root cools slowly → uneven shrinkage → warpage.
- Solutions:
- Preferred: Use conformal cooling channels along blade contours on both core and cavity sides (often requiring 3D-printed mold inserts).
- Alternative: Machine curved stepped water channels in mold inserts that follow blade shapes.
- Goal: Ensure consistent cooling rate from blade root to tip.
1.3 Blade Tip Ribs / Edge Details (Local Thick Sections)
- Challenge: Small local thick areas create hot spots → uneven shrinkage.
- Solutions:
- Place micro cooling pins (cores) or thermal pins for localized forced cooling.
- Goal: Eliminate local hot spots and improve overall cooling uniformity.
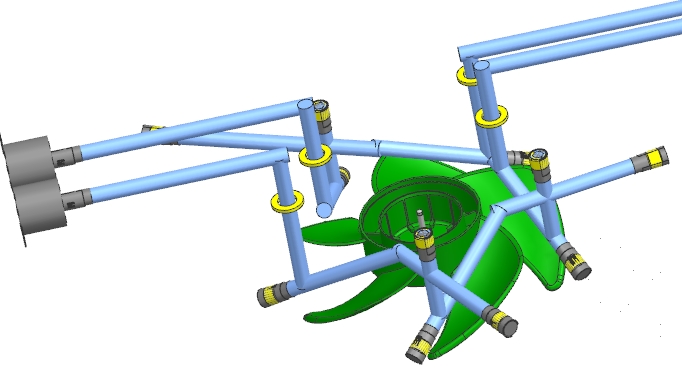
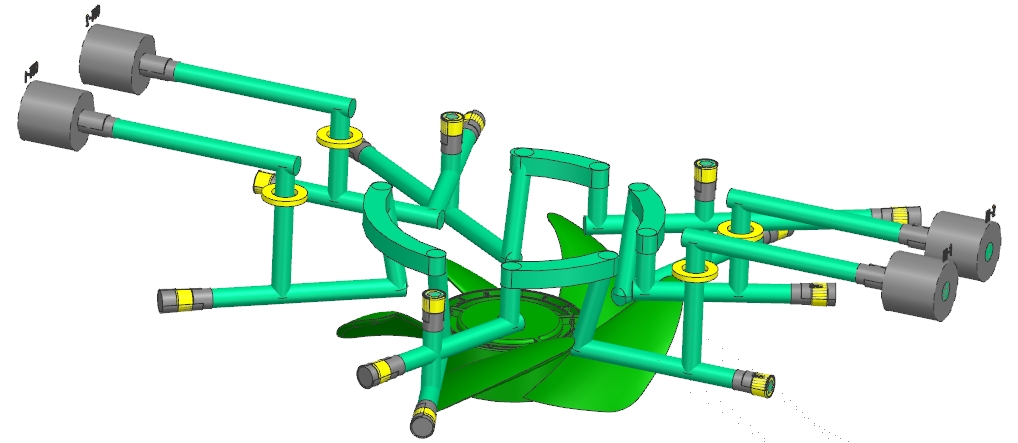
2. Cooling Channel Layout Principles: Uniform, Balanced, Coordinated
2.1 Equal Distance & Uniform Spacing
- Distance from cooling channel to cavity surface is typically 8–15 mm.
- Maintain even spacing between adjacent channels.
2.2 Balanced Flow (Critical!)
- Cooling circuits for each blade must be connected in parallel, not in series.
- Parallel circuits ensure consistent coolant temperature across all branches, avoiding “front cold, rear hot” imbalance that causes uneven shrinkage.
- This is a key requirement for fan blade dynamic balance.
2.3 Coordination with Ejection System
- Route cooling channels away from ejector pin positions where possible.
- Strengthen cooling around the ejector system to ensure sufficient part rigidity before ejection, minimizing ejection-induced deformation.
3. Mold Flow Analysis Validation: An Essential Step
Before mold manufacturing, perform mold flow simulation (e.g., using Moldflow or equivalent software).
- Validation items:
- Temperature distribution during cooling
- Warpage amount
- Total cooling time
- Optimization:
- Adjust channel layout or insert material based on simulation results.
- Target: Temperature difference between blades ≤ 5–10°C.
- Ensure the product’s center of gravity is highly concentric to meet dynamic balance requirements.
4. Auxiliary Process Control: Mold Temperature Controllers & Material Matching
In addition to mold cooling design, process temperature control is equally important.
- Use a mold temperature controller.
- Set precise water temperatures according to the plastic material:
- PP → higher mold temperature for gloss and dimensional stability.
- Glass-filled PA → lower and uniform mold temperature to prevent stress-induced deformation.
- Proper mold temperature settings further reduce internal stress and improve dimensional stability.
Conclusión
Cooling design for fan blade injection molded parts is essentially thermal management of a part with significant wall thickness variation. By combining zone-specific cooling + conformal cooling + parallel circuit layout + mold flow validation + proper process control, you can effectively control warpage and internal stress, ensuring both dynamic balance performance and production efficiency.
In real-world projects, always evaluate the feasibility of conformal cooling (e.g., 3D-printed inserts) and use mold flow analysis as a closed-loop optimization tool to achieve high-quality, high-efficiency mass production.

