液态硅胶 (LSR) 和橡胶制品

极致的液态硅胶(LSR)成型能力
卓越品质的高级LSR注塑成型
橡胶注塑成型材料
以下列出了用于定制橡胶注塑成型的一般材料:
添加剂和纤维
如果标准材料无法满足您定制注塑件的需求,添加剂和纤维可以增强材料性能。
满足客户需求的不同模具类型
| 核心优势 | Specialized in mold designing, machining, and compression&LSR injection molding |
| 产品材料 | Silicone, Natural Rubber, NBR, NR, Viton, EPDM etc. |
| 产品表面处理 | Silkscreen, PU coating, Hand oil coating, Laser etching, Spraying, Epoxy Coating, Glossy coating, Matte Coating, UV Painting, Pad printing, Embossed, Debossed, Drop Coating, Ink Filling, etc. |
| 模具腔体 | Single Cavity, Multi-Cavity |
| 流道系统 | Hot runner and cold runner, YUDO hot runner |
| Product Color | Any Colors (refer to Pantone, RAL, CMYK, or Color Sample) |
| 模具精加工 | Polishing, Texture, EDM, Sandblasting Grinding |
| 询价信息 | 2D, 3D, Physical Samples or the size of the multi-angle pictures |
| 先进的工具设备 | ◆ 8 Advanced CNC machines: Charmilles, Seiki, MITSUBISHI ◆ 4 Advanced EDM: CHARMILLES, SODICK ◆ 2 Advanced WEDM: CHARMILLES, SODICK |
| 检验标准 | FAI (First Article Inspection), Dimension Report, Outgoing products inspection report |
LSR and Rubber Molding Engineered for Functional Performance
Liquid silicone rubber and elastomer parts are defined by more than shape. Sealing force, flexibility, compression set, tear strength, temperature, chemical exposure, surface feel, color, bonding and regulatory requirements can all affect the material and molding process. Rilong supports LSR injection molding and silicone or rubber compression molding from part review and tooling through trials, inspection, secondary operations and delivery.
The process route is selected around the specified compound, geometry, annual volume, cosmetic standard, flash limit, validation plan and total program economics. LSR injection molding can support automated, repeatable production of intricate parts, while compression molding remains practical for many solid silicone and rubber compounds, part formats and project volumes.
Design for LSR and Rubber Molding
Elastomers stretch and deform, but that flexibility does not remove the need for disciplined DFM. The design review considers how uncured material fills the cavity, where air escapes, how the part separates from the tool, and how the molded geometry behaves after cooling and conditioning.
Wall Thickness and Flow
Consistent sections support predictable filling and cure. Abrupt changes can influence trapped air, knit areas, cure balance and dimensional behavior, especially around thick junctions and thin membranes.
Parting Lines, Shutoffs and Flash
Low-viscosity LSR can enter extremely small gaps. Parting surfaces, shutoffs, tool stiffness, clamping and process pressure must be planned around the project’s flash and cosmetic limits.
Venting and Vacuum
Air must leave the cavity as material advances. Vent location and depth require a balance: inadequate venting can cause burns or incomplete filling, while excessive depth can create flash.
Gates and Runner Strategy
Gate type and position affect filling pattern, pressure, weld areas, gate vestige and automatic operation. Cold-deck LSR systems and conventional runner approaches have different cost and maintenance implications.
Demolding and Undercuts
Flexible parts can release from geometry that would trap a rigid plastic, but allowable undercut depends on hardness, elongation, wall section, tear risk, surface texture and production automation.
Shrinkage, Tolerances and Datums
Compound, cure, geometry, post-cure and measurement conditioning all influence dimensions. Functional datums and critical characteristics should be defined rather than applying tight tolerances everywhere.
Choosing the Appropriate Elastomer Molding Process
| LSR injection molding | Two liquid components are metered, mixed and injected into a heated mold. The process is suited to repeatable production, intricate geometry, thin sections and automation when tool and program economics support it. |
|---|---|
| Silicone compression molding | A measured charge of solid silicone is placed in a heated cavity and compressed to shape. It can suit a broad range of part sizes, hardnesses, quantities and tooling strategies. |
| Rubber compression molding | Used for compounds such as EPDM, NBR, CR and FKM where material performance, geometry and volume align with compression tooling and cure requirements. |
| Rubber injection molding | Can improve material handling and cycle consistency for suitable rubber compounds and production programs, subject to rheology, cure behavior, part geometry and equipment. |
| Insert molding | Elastomer is molded around a prepared metal, plastic, glass or electronic insert. Insert retention, sealing, temperature exposure and contamination control require early review. |
| Multi-material molding | Combines elastomer with another substrate for grip, sealing, cushioning or assembly reduction. Chemical compatibility and mechanical interlock determine the bonding strategy. |
Selecting Silicone, Rubber or Thermoplastic Elastomer
The material family should be selected from the actual operating environment. Hardness alone does not predict sealing, durability or processing. Temperature range, fluid exposure, weathering, compression set, tear, abrasion, rebound, electrical properties, color, odor, sterilization, bonding and applicable compliance requirements should be reviewed together.
| LSR and silicone | Often considered for temperature stability, flexibility, electrical insulation, clarity or colorability and applications requiring silicone-specific performance. |
|---|---|
| EPDM | Commonly evaluated for weather, ozone, water and steam exposure; compatibility with oils and fuels must be checked for the actual service condition. |
| NBR | Frequently selected for oil and fuel resistance, with formulation-dependent tradeoffs in temperature, weathering and flexibility. |
| CR / Neoprene | Provides a useful balance of weathering, flame behavior and moderate oil resistance for suitable industrial applications. |
| FKM | Considered for demanding heat and chemical environments where its performance and higher material cost are justified. |
| TPU and TPE | Thermoplastic elastomers can offer recyclable processing scrap and plastic-like production methods, with grades tailored for abrasion, flexibility, grip or soft-touch performance. |
LSR Overmolding and Insert Bonding
Bonding LSR or rubber to another material requires a compatible system, not only contact between two surfaces. The review covers substrate grade, thermal resistance, surface cleanliness, primer or adhesive, plasma or other preparation where specified, molding temperature, insert movement and the geometry available for mechanical retention.
Shutoffs around the insert must control flash without damaging the substrate. Holes, grooves, ribs and undercuts can create a mechanical lock when chemical adhesion is unavailable or needs reinforcement. Bond strength and leak performance should be validated using a test method that represents the part’s intended load.
Process Control, Post-Cure and Quality Validation
A stable elastomer process controls material identity, mix or batch condition, mold temperature, fill behavior, cure, demolding and secondary handling. Where required by the selected compound or application, post-curing can be specified to develop properties or reduce residual volatiles. Post-cure conditions must be agreed because they can also affect dimensions, color and production lead time.
- Incoming material: verify the specified compound, color, batch and required documentation.
- Tool trial: evaluate filling, venting, flash, cure, demolding, surface condition and process stability.
- Dimensional validation: measure critical characteristics after the agreed cooling, conditioning or post-cure state.
- Functional checks: define application-relevant tests such as hardness, seal, leak, compression, bond or visual acceptance where required.
- Final inspection: inspect agreed dimensions and workmanship, then package parts to prevent distortion, contamination or cosmetic damage.
What to Send for an Accurate LSR or Rubber Molding Quote
- 3D CAD model and a 2D drawing showing critical dimensions, tolerances and datums.
- Specified compound or operating requirements such as temperature, chemicals, hardness, color and compliance.
- Annual volume, order quantity, target tool life and delivery schedule.
- Flash limit, parting-line restrictions, gate restrictions, surface texture and cosmetic zones.
- Insert material and drawing, bonding requirement, pull or peel test, leak test and any surface preparation.
- Post-cure, cleanliness, inspection reports, certification, packaging and delivery requirements.
Related capabilities include mold design and tooling, overmolding and insert molding, two-shot molding, and plastic injection molding.
LSR and Rubber Molding FAQ
What is the difference between LSR injection molding and silicone compression molding?
LSR injection molding meters and mixes two liquid components and injects them into a heated mold, supporting automated production and complex repeatable parts. Compression molding places a measured charge of solid silicone or rubber into a heated cavity and can be practical for different materials, geometries, quantities and tooling strategies.
How is flash controlled on liquid silicone rubber parts?
Flash control depends on precise parting surfaces and shutoffs, adequate tool stiffness and clamping, controlled vent depth, balanced filling, material behavior and stable process pressure. Flash limits and cosmetic zones should be defined before mold design.
Which elastomer should be used for a molded rubber part?
Selection depends on temperature, chemicals, weathering, compression set, tear and abrasion, hardness, color, electrical behavior, bonding, sterilization or regulatory requirements and cost. Silicone, EPDM, NBR, CR, FKM, TPU and TPE have different performance profiles.
Can LSR or rubber be overmolded onto plastic or metal?
Yes, when the substrate, elastomer, surface preparation, insert design, mold sealing, temperature exposure and bonding method are compatible. Some combinations use chemical adhesion or primer, while others rely on mechanical retention.
What information is needed for an LSR or rubber molding quote?
Provide 3D and 2D files, material or performance requirements, hardness, color, annual and order quantities, critical dimensions, flash and cosmetic limits, post-cure or cleanliness requirements, insert details, validation documents, packaging and delivery destination.
From Elastomer Part Design to Molding Production
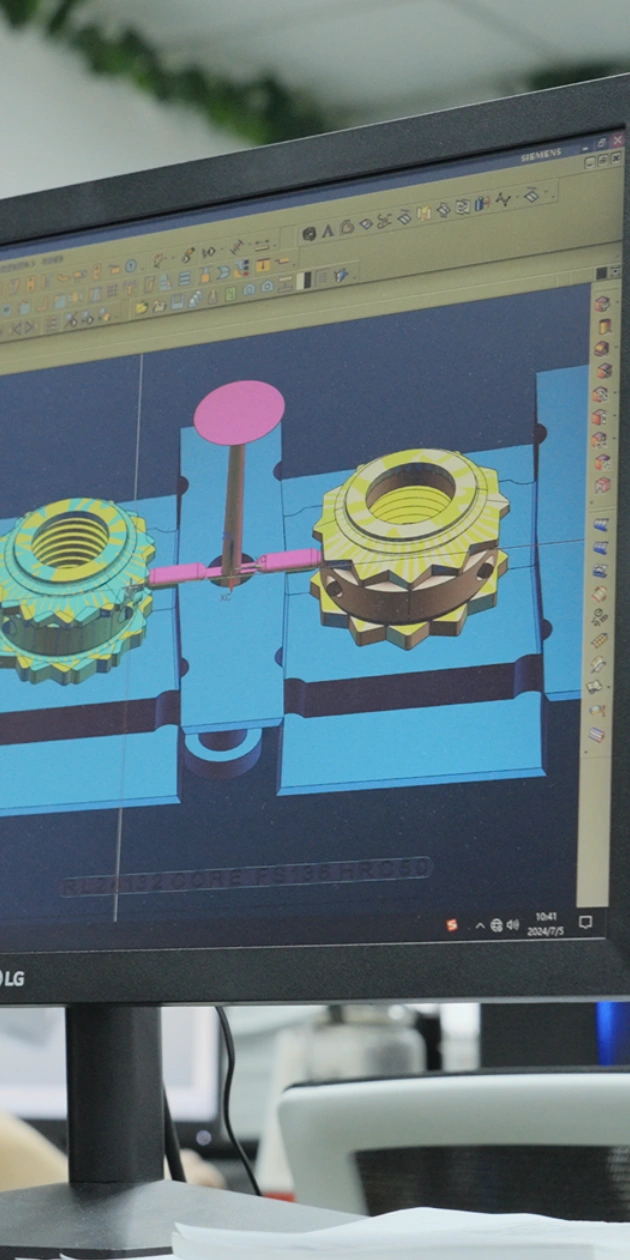
设计
We review part geometry, elastomer selection, shutoffs, flash-sensitive areas, venting, parting lines, and functional requirements before tooling.

制造
The production route is selected for the material and part, including LSR injection molding or silicone and rubber compression molding, followed by defined process controls.

履约
Molded components proceed through specified secondary operations, inspection, packaging, and shipment according to the approved project requirements.
以客户为中心的合作伙伴关系
在日隆,我们主要根据客户的想法设计和开发新产品模具。我们以倾听客户反馈并实现他们的创新为荣,确保他们的愿景成为现实。
创新的领导者
日隆精密模具通过开发和制造先进工具支持这一快速发展,确保我们始终站在行业的前沿,以创新和卓越为标杆。
