Injection molding defects typically arise from four factors: material, process, mold, and machine . This guide covers 28 common defects, prioritized for quick on-site troubleshooting.
Change this Subheading Image Box Title Part 1: Surface/Appearance Defects
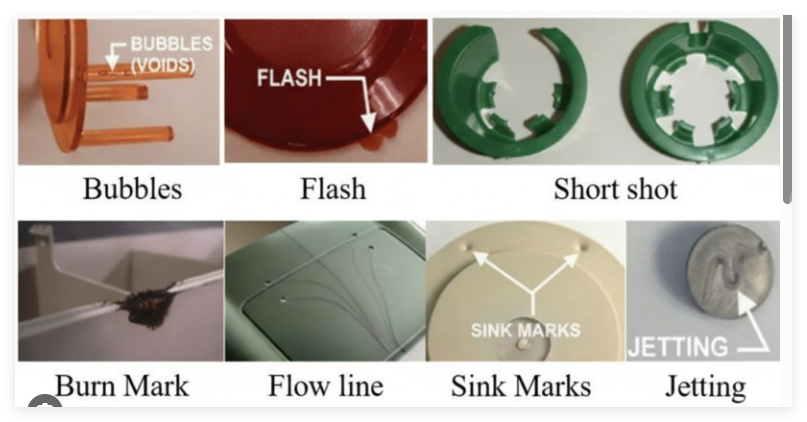
Defect Description Key Solutions 1. Sink Marks Local surface depression Increase pack/hold pressure & time; enlarge gate; optimize rib thickness (≤0.6× wall) 2. Charred Streaks Silver/brown streaks Reduce injection speed ; avoid sharp corners; check material drying3. Moisture Streaks Wavy silver streaks Pre-dry material thoroughly ; increase mold temp; lower melt temp4. Air Streaks Grooves, dots or lines on surface Add/deepen vents; adjust injection speed; change gate location 5. Colored Streaks Inconsistent color Increase back pressure; lower melt temp; use mixing screw 6. Glass Fiber Streaks Rough surface, exposed fibers Raise mold/melt temp; inject faster; use shorter glass fibers 7. Gloss Differences Matte or shiny spots Increase and balance mold temp; raise pack pressure; optimize transfer point 8. Jetting Snake-like pattern near gate Reduce injection speed ; enlarge gate; raise melt/mold temp9. Record Grooves Wavy ripples on surface Increase injection speed/pressure; raise melt/mold temp 10. Dull Spots Near Gate Shadow near gate Reduce speed near gate; enlarge gate; add radius transition
Part 2: Internal/Filling Defects
Defect Description Key Solutions 11. Blistering Round/oval internal voids Vacuum: lower speed, increase pack pressure; Gas: dry material, increase back pressure 12. Voids Irregular cavities in thick sections Locate gate at thickest wall; avoid sudden wall thickness changes 13. Short Shot Incomplete filling Increase injection pressure/speed/temp; enlarge gate; improve venting 14. Weld Line Visible line where flows meet Raise melt/mold temp/speed; add venting; use overflow tab 15. Cold Slugs Hardened material lumps Check nozzle temp; add cold well; adjust decompression 16. Dark Spots Black spots on light parts Clean screw/barrel; check material for contaminants; lower melt temp
Defect Description Key Solutions 17. Warpage Overall part distortion Balance cooling; optimize gate location; adjust packing; balance ejection 18. Deformation During Demoulding Bending/collapse on ejection Increase cooling time; lower pack pressure; add ejector area; check undercuts 19. Visible Ejector Marks White marks at ejector pins Increase ejector count/area; add draft angle; lower pack pressure 20. Ejection Grooves Scratch lines on side walls Increase cooling time; increase draft angle; polish in ejection direction 21. Stress Whitening/Cracks White marks or cracks Lower pack pressure; optimize ejection; add radii to part design 22. Broken Film Hinge Hinge fracture Move gate away from hinge; raise mold temp; increase hinge thickness moderately 23. Flaking of Surface Layer Layer separation Check material purity/compability; optimize plastication; reduce injection speed
Part 4: Other/Process Defects
Defect Description Key Solutions 24. Diesel Effect (Burner) Local burning (yellow/black) Reduce injection speed ; add venting; change flow pattern25. Flash Excess plastic at parting line Increase clamp force; reduce injection/pack pressure; repair mold 26. Filamentation Stringy plastic near gate Lower nozzle temp; increase cooling time; check hot runner 27. Plate Out Deposits on mold/vent surfaces Lower melt temp; shorten cycle time; check additive compatibility 28. Electroplated Part Defects Blisters/cracks after plating Reduce molded-in stress; dry material thoroughly; avoid sharp corners; use high-gloss mold finish
Quick Troubleshooting Checklist
材料 – Is it properly dried? Free of contaminants?Mold – Are vents sufficient? Is gate design appropriate?工艺 – Adjust in this order: temperature → speed → pressure. Change only one parameter at a time. Machine – Is screw non-return valve worn? Is barrel temperature stable?